
The Challenge
The facility was running near capacity, and it’s utility systems were in need of attention. Inconsistent steam and cooling demand, coupled with rising water treatment costs and poorly operating water treatment equipment were creating problems.
Plant engineering and maintenance were running lean with responsibility for the reliability and efficiency of both production and utility equipment.
Returning condensate was contributing to a very high feedwater iron level and resulted in a significant amount of iron deposit in the plant’s steam boilers. The Sodium Zeolite softeners used for boiler makeup were not operating correctly and the plant’s Reverse Osmosis unit was not operating near it’s design capacity. As well, the plant’s cooling systems were experiencing higher than acceptable corrosion and microbiological fouling rates.
The Solution
After a series of plant visits to complete a comprehensive water audit and gain an understanding of the water problems and their impact on plant operations, Veolia Water Technologies proposed a comprehensive water management program that was designed to target:
- Escalating water related costs
- Reducing maintenance demand by improving reliability
This solution improved the following:
- Boiler feedwater quality
- Condensate quality
- Boiler cleanliness
- Cooling system corrosion rates
- Equipment reliability
Program Description
Immediately after taking over as the primary water treatment supplier at the plant, Veolia Water Technologies focused their efforts on a list of water related projects that the client had agreed were the highest priority to achieving the plant’s overall production and budgetary goals.
Veolia’s Team Service began to improve make-up water quality by rebuilding the water softeners and establishing a Preventative Maintenance program for the plant’s Reverse Osmosis unit, Filters and Softeners.
- The Boiler and Cooling water systems were automated with Veolia controllers and drumless Hydrex feed & storage systems were added.
- Veolia’s Hydrex Boiler and Cooling water treatment chemistries were introduced, along with more frequent service and Key Performance Indicators (KPIs) established.
- Daily testing protocols were upgraded, and Veolia’s cloud based data management software Aquavista was instituted for proactive water management & control.
The Results
Due to the changes made by the Veolia team, working with the client immediate improvements are being seen in both the boiler and cooling systems:
- Make-up water quality has improved substantially due to the Softener rebuild, removing hardness more effectively and consistently.
- The Reverse Osmosis unit is operating more efficiently, with output increasing back to within original design flow rate specification.
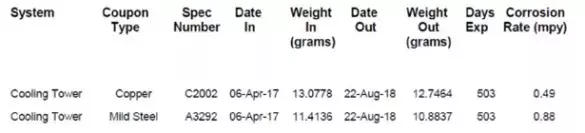
- Cooling water system corrosion rates are all now < 1 MPY on Mild Steel and < 0.5 MPY on Copper. As well, the Bacterial slimes that were prevalent in the systems are now under control.
- Boiler inspection has revealed the removal of old iron deposits and re-establishment of a gun-black magnetite iron surface.
- Plant Maintenance has reduced their number of water related vendors from 3 to 1 with the Veolia team, and they now focus more of their time on production related issues.
Performance
The Client
A large regional dairy serving over 50% of the US population through 3 facilities strategically located within the Midwest. A leading producer of Ultra Pasteurized Dairy products, Ultra Pasteurized Ice Creams & Milk Shakes, as well as Non-Dairy alternative beverages.
Key Figures
- Over 100 years of operation
- Industry leader in Automation & Packaging innovation
- > 100,000 gal of milk annually
- > 4 Million gal of ice cream annually
